


107/1 ถ.เฉลิมพระเกียรติ ร.9 แขวงประเวศ เขตประเวศ กรุงเทพฯ 10250

Tel : 02-726-8000
Fax : 02-726-8266
Email : sales@pneumax.co.en
สารดูดซับความชื้น ZEOLITE
ทำไมช่องหายใจกรองความชื้น (Air Breather) ที่ใช้สารดูดความชื้นซิลิกาเจล จึงไม่เพียงพอ?
ปัจจุบันความสำคัญของการจัดการและซ่อมบำรุงได้สร้างความต้องการสำหรับกลยุทธ์ที่ดียิ่งขึ้น เพื่อปกป้องส่วนประกอบของกังหันลม โดยเฉพาะอย่างยิ่งเกียร์บ็อก (Gearboxes) และหม้อแปลงไฟฟ้า เนื่องจากหลายครั้งมีกรณีที่เกียร์มีปัญหาและหยุดทำงาน ทำให้เกิดผลเสียต่ออุตสาหกรรมและผู้ใช้งานอย่างต่อเนื่อง อีกทั้งความก้าวหน้าของอุตสาหกรรมยังทำให้กังหันลมถูกติดตั้งในสภาวะแวดล้อมที่รุนแรงขึ้น เช่น ภูมิอากาศเขตร้อน, ภูมิอากาศขั้วโลกเหนือและนอกชายฝั่งทะเล ซึ่งทำให้ปัญหาการซ่อมบำรุงหนักขึ้น
ส่วนที่มีความเสี่ยงมากที่สุดคือเกียร์ระบบไดรฟ์ หม้อแปลงไฟฟ้า แบริ่ง และระบบไฮดรอลิค ซึ่งวิธีการบำรุงรักษาที่ได้รับการพิสูจน์ว่าเป็นหนึ่งในวิธีที่ดีที่สุดคือ การบำรุงรักษาเชิงป้องกัน โดยการใช้น้ำมันหล่อลื่นที่สะอาด ทั้งนี้ 3 ปัจจัยสำคัญที่มีอิทธิพลต่อคุณภาพและความสะอาดของสารหล่อลื่น คือ การตรวจสอบ ขจัดออก และแยกสารปนเปื้อน
การขจัดสารปนเปื้อนโดยเฉพาะความชื้นและอนุภาคจะทำได้ยากกว่าการป้องกัน โดยเปรียบกันแล้ว การกำจัดสิ่งปนเปื้อนต้องใช้ค่าใช้จ่ายมากกว่าถึงสิบเท่า ดังนั้นการป้องกันการปนเปื้อนตั้งแต่แรกจึงเป็นทางเลือกที่ดีที่สุด และนี่คือเหตุผลที่ทางออกใหม่ควรได้รับการพิจารณา
ในระหว่างเริ่มต้นขั้นตอนการพัฒนา กังหันลมใช้ช่องหายใจ (Air Breather) ขั้นพื้นฐานเพื่อกรองฝุ่นละอองจากอากาศภายนอกที่เข้ามา แต่ไม่มีอะไรที่จะกรองความชื้นในอากาศโดยรอบ
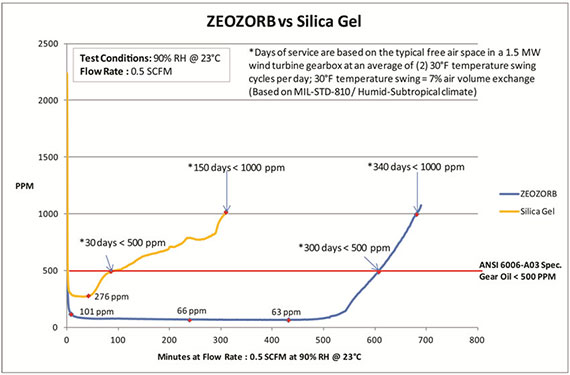
มาตรฐาน AWEA/ANSI/AGMA 6006-A03 F.5.3.3.2 ระบุไว้ว่าน้ำมันหล่อลื่นของเกียร์ควรถูกเก็บโดยมีความชื้นไม่เกิน 500 ppm โดยหากเกินจากมาตรฐานจะนำไปสู่การย่อยสลายของสารหล่อลื่น การสลายตัวของชิ้นส่วนภายใน การกัดกร่อนชื้นส่วนโลหะ และการเร่งให้เกิดออกซิเดชั่น ทำให้สารเติมแต่งหมดไป ทุกวันนี้มีการแก้ปัญหาโดยการใช้สารดูดความชื้นซิลิกาเจล แต่ประสิทธิภาพถูกจำกัดมาก
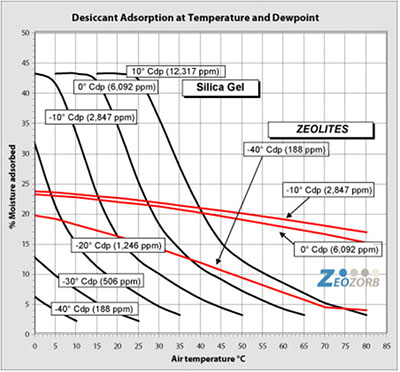
เราได้เรียนรู้และพัฒนาแนวคิดจากอุตสาหกรรมการบินและอวกาศและหน่วยป้องกัน ซึ่งเชี่ยวชาญเรื่องประสิทธิภาพการทำงานในสภาวะแวดล้อมที่เลวร้าย โดยการควบคุมความชื้นนั้นจัดว่ามีความสำคัญเป็นอย่างสูงสำหรับการดำเนินงานทางทหาร และระบบการบินและอวกาศ และสารดูดความชื้นที่ถูกใช้ในระบบควบคุมความชื้นของอุตสาหกรรมดังกล่าวคือ ZEOLITE (ซีโอไลต์) ปัจจุบันซิลิกาเจลเป็นมาตรฐานที่ใช้ในอุตสาหกรรมพลังงานลมเพื่อป้องกันการปนเปื้อนความชื้น แต่ซิลิกาเจลไม่ได้เป็นสารดูดความชื้นที่มีประสิทธิภาพสูงสุด ในอุตสาหกรรมได้มีความเข้าใจที่ผิดเกี่ยวกับการดูดซับความชื้นโดยน้ำหนัก ตัวอย่างเช่น ประสิทธิภาพสูงสุดของซิลิกาเจลสามารถดูดซับได้ถึง 33% ของน้ำหนัก ในขณะที่ ZEOLITE (ซีโอไลต์) สามารถดูดซับได้ถึง 27% ของน้ำหนัก ดังนั้นจึงดูเหมือนว่าซิลิกาเจลจะเป็นตัวเลือกที่เหมาะสม แต่ที่จริงไม่เป็นเช่นนั้น เนื่องจากแม้ว่าซิลิกาเจลดูดซับได้ 33% ของน้ำหนัก แต่ระดับ PPM ถูกจำกัดอยู่ที่ประมาณ 250 PPM และสามารถอยู่ในระดับนี้ได้ในช่วงอุณหภูมิที่ค่อนข้างจำกัด ในกรณีที่อุณหภูมิมากกว่า 25°C ซิลิกาเจลจึงมีประสิทธิภาพการทำงานที่ลดลงอย่างเห็นได้ชัด ในขณะที่ ZEOLITE (ซีโอไลต์) สามารถอยู่ในระดับต่ำกว่า 100 PPM ในช่วงอุณหภูมิที่กว้าง
การที่ซิลิกาเจลถูกจัดว่ามีประสิทธิภาพการดูดซับสูงสุดถึง 33% นั้น เป็นการอ้างอิงที่ไม่คำนวนถึงระดับของค่า PPM ตามแต่ละอุณหภูมิ ตัวอย่างเช่น ซิลิกาเจลที่ผลิตอากาศแห้งที่ 10°Cdp (12,317 ppm) ที่อุณหภูมิ 30°C จะดูดซับ 36% ตามน้ำหนัก ในขณะที่ ZEOLITE ที่ผลิตอากาศแห้งที่ 10°Cdp (12,317 ppm) ที่อุณหภูมิ 30°C จะดูดซับ 23% ตามน้ำหนัก ซึ่งทำให้ดูเหมือนว่าซิลิกาเจลเป็นตัวเลือกที่เหมาะสม ทั้งนี้ ซิลิกาเจลมีประสิทธิภาพการดูดซับตามน้ำหนักสูงกว่าจริง แต่สามารถผลิตอากาศได้ในระดับค่อนข้างแห้ง 10°Cdp (12,317 ppm) เท่านั้น เรามาดูกันถึงสถานการณ์ที่ค่าความชื้นต่ำกว่า 500 PPM ซึ่งเป็นค่าจำกัดตามมาตรฐาน ANSI 6006-A03 F.5.3.3.2 โดยซิลิกาเจลที่ผลิตอากาศแห้งที่ -40°Cdp (188 ppm) ที่อุณหภูมิ 10°C จะดูดซับ 3% ตามน้ำหนัก ในขณะที่ ZEOLITE ที่ผลิตอากาศแห้งที่ -40°Cdp (188 ppm) ที่อุณหภูมิ 10°C จะดูดซับ 18% ตามน้ำหนัก ในกรณีที่ซิลิกาเจลถูกใช้งานในอุณหภูมิที่มากกว่า 10°C จะทำให้ไม่สามารถดูดซับความชื้นได้ ดังนั้น ZEOLITE ควรจะถูกนำมาใช้เนื่องจากสามารถดูดซับได้ระหว่าง 5-20% ในเกือบทุกอุณหภูมิโดยที่ทำค่า PPM ได้ต่ำกว่า 500 ตามมาตรฐาน ANSI 6006-A03 F.5.3.3.2
หลังจากตรวจสอบผลการทดสอบ ทาง Drytech สามารถสรุปได้ว่า ZEOLITE มีประสิทธิภาพดีกว่าซิลิกาเจลในสภาพแวดล้อมต่างๆ บริษัทจึงทำการค้นคว้าเพิ่มเติมโดยการทดสอบการเปลี่ยนแปลงของอากาศของน้ำมันเกียร์ หลังจากการวิเคราะห์น้ำมันหล่อลื่นเกียร์โดยการทดสอบ Karl Fischer Titration พบว่าผลเป็นที่น่าสนใจ (ตารางที่ 1)
Test 1: ตรวจน้ำมันเกียร์ New ISO 320
Test 2: น้ำมันเกียร์ ISO 320 Saturated ภายใต้สภาวะดังนี้: 80% RH @ 75°F เป็นเวลา 88 ชั่วโมง
Test 3: "น้ำมันเกียร์ Test 2 Saturated" ภายใต้สภาวะดังนี้: 96 ชั่วโมงใน DRYKEEPER box กับสาร ZEOLITE
Test 4: น้ำมันเกียร์ New ISO 320 ภายใต้สภาวะ: 96 ชั่วโมงใน DRYKEEPER box กับสาร ZEOLITE
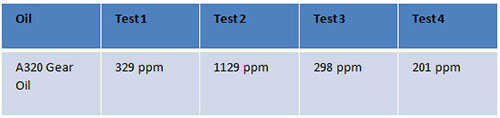
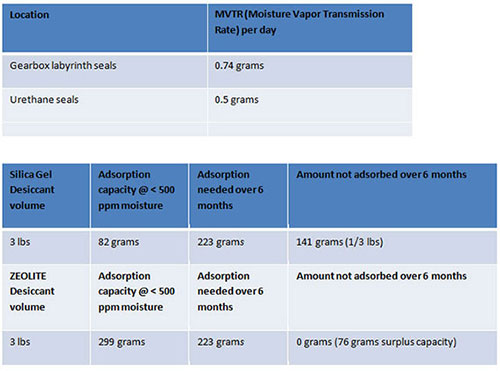
ผลการทดสอบแสดงให้เห็นว่ากลุ่มตัวอย่างภายใต้สภาวะ “saturation” มีระดับ PPM ที่เพิ่มขึ้นเป็นอย่างมาก ในการทดสอบที่ 3 ซึ่งมีการใช้สารดูดซับความชื้น ZEOLITE กับตัวอย่างจากการทดสอบที่ 2 นั้น มีค่า PPM ที่ลดลงอย่างมาก และในการทดสอบที่ 4 ซึ่งสารดูดซับความชื้น ZEOLITE ถูกนำมาใช้กับน้ำมันในตัวอย่างจากการทดสอบที่ 1 นั้น แสดงให้เห็นว่ามีค่า PPM ที่ลดลงอย่างเห็นได้ชัดเช่นกัน กรณีนี้เป็นไดนามิกสำคัญที่ถูกพิสูจน ์โดยการรักษาช่องว่างเหนือของเหลวอากาศด้านบนน้ำมันหล่อลื่นในเกียร์บ็อกหรือถังเก็บน้ำมัน สารดูดซับความชื้น ZEOLITE ควรเป็นมาตรฐานอุตสาหกรรมเนื่องจากประสิทธิภาพการทำงานที่ดีกว่าซิลิกาเจล การลดขั้นตอนการดำเนินงานและค่าใช้จ่ายในการบำรุงรักษาเป็นหัวข้อที่ได้รับการถกเถียงกันอย่างแพร่หลาย และหนึ่งในข้อเสนอแนะคือการยืดอายุการทำงานและการบำรุงรักษาเกิน 6 เดือนในมาตรฐานอุตสาหกรรม เพื่อให้บรรลุเป้าหมายนี้ผู้ประกอบการจะต้องแน่ใจว่าขนาดของช่องหายใจ (Breather) ที่ใช้ในกระบวนการนั้นเพียงพอ ทางออกหนึ่งคือการใช้ ช่องหายใจ (Breather) หลายๆอันพร้อมกัน ทั้งนี้ขึ้นอยู่กับสภาพแวดล้อมและปริมาณอากาศที่อยู่ภายในเกียร์บ็อกหรือถังเก็บน้ำมัน ช่วงเวลาการบำรุงรักษาอาจจะขยายเกินกว่า 2 ปี จากข้อมูลแล้ว พบว่าช่องหายใจกรองความชื้น (Air Breather) ที่ใช้สารดูดความชื้นซิลิกาเจลนั้นถูกใช้จนครบประสิทธิภาพก่อนเวลา 6 เดือน
ตัวอย่าง : อัดอากาศ 10 ft3 ในเกียร์บ็อก ภายใต้อุณหภูมิไม่คงที่ ที่อุณหภูมิ 30 ° F อ้างอิง MIL-STD-810
สุดท้ายนั้น ทุกวันนี้สารดูดซับความชื้นยังคงเป็นสินค้าที่ใช้แล้วทิ้ง และต่อไปควรจะมีการพัฒนา เนื่องด้วยความก้าวหน้าของเทคโนโลยีกังหันลม กังหันเริ่มถูกนำไปใช้งานในพื้นที่ห่างจากชายฝั่ง ค่าดำเนินงานและค่าใช้จ่ายในการบำรุงรักษาจึงเพิ่มขึ้น ไม่เพียงแต่เจ้าของต้องจ่ายเงินสำหรับแรงงานช่างเทคนิค แต่ยังมีค่าน้ำมันเชื้อเพลิงที่เพิ่มขึ้นและค่าใช้จ่ายในการขนส่ง ทำให้การบำรุงรักษาทุก 6 เดือนมีค่าใช้จ่ายค่อนข้างสูง ซึ่งระบบการควบคุมความชื้นที่สามารถฟื้นฟูเพื่อนำกลับมาใช้งานใหม่ควรได้รับการพิจารณา ปัจจุบันระบบคุมความชื้นแบบสามารถนำกลับมาใช้ที่มีอยู่ในอุตสาหกรรมได้ใช้สารซิลิกาเจล ซิลิกาเจลเป็นตัวเลือกที่ดีที่สำหรับการทำให้กลับมาใช้งานใหม่ เพราะซิลิกาเจลจะกลับมาใช้งานใหม่ได้เมื่ออบที่อุณหภูมิ 195 ° F ซึ่งการฟื้นฟูที่ใช้อุณหภูมิต่ำทำให้ซิลิกาเจลเป็นตัวเลือกที่น่าสนใจเนื่องจากมีหลายกรรมวิธีในการสร้างอุณหภูมิ 195°F แต่ในแต่ละครั้งที่ซิลิกาเจลถูกกระตุ้นจะทำให้สูญเสียประสิทธิภาพการดูดซับ อีกหนึ่งทางเลือกคือการใช้ ZEOLITE ซึ่งรับประกันประสิทธิภาพการดูดซับที่ดีกว่าในทุกสภาพแวดล้อมและอุณหภูมิ โดยปรกติแล้วเป็นการยากที่จะนำ ZEOLITE กลับมาใช้ใหม่ แต่โชคดีที่เทคโนโลยีที่จำเป็นได้รับการพัฒนาภายใต้อุตสาหกรรมการบินอวกาศและการป้องกัน ตัวอย่างเช่น Drytech ได้มีการพัฒนาที่จดลิขสิทธิ์ Self-Regenerating Filter System (SRFSTM) ซึ่งให้การปกคลุมด้วยอากาศแห้งที่มีความชื้นน้อยกว่า 10 ppm ซึ่งสามารถปรับสภาพเกียร์บ็อก ถังเก็บน้ำมัน และการใช้งานอื่นๆอีกมากมาย ระบบ SFRS ต้องเชื่อมต่อสายไฟและไม่ต้องบำรุงรักษานานถึง 5 ปี ขณะที่อุตสาหกรรมลมยังคงเจริญเติบโต OEM และผู้ประกอบการควรสำรวจเทคโนโลยีและนวัตกรรมใหม ่เพื่อให้การดำเนินงานและการบำรุงรักษามีประสิทธิภาพมากขึ้น
107/1 ถ.เฉลิมพระเกียรติ ร.9 แขวงประเวศ เขตประเวศ กรุงเทพฯ 10250
Tel : 02-726-8000
Fax : 02-726-8266
Email : sales@pneumax.co.en
To reset your password, enter the email address you use to sign in to form